Audi's TechDay Quality philosophy -- Click above to watch video
Why are German luxury cars so expensive? Because of German engineering. And what is this whole "German engineering" thing all about? That's the question Audi tries to explain once a year when it takes outsiders through its quality processes during its factory TechDay.
According to the Audi, the automaker's three main tenets are Value, Precision, and Fascination, and they all add up to Quality. This encompasses processes that go into making processes like reworking the fit of the gas tank cap to adjust for parallax error, using a scanning electron microscope for surface analysis, and an olfactory team to make sure things like leather smell right.
The video shows you what Audi does to get you that quality... and frankly, it looks like a lot more fun than the engineering bits. You can see the video and read a Joycean-length string of press releases after the jump. A host of high-res photos, including more shots of the A5 Sportback, are in the gallery below.
[Source: Auto Scout (translated) via German Car Blog]
The video meant to be presented here is no longer available. Sorry for the inconvenience.
PRESS RELEASE
Value – raw materials, materials and "look and feel"
AUDI AG
Sylvia Droll, Head of Total Vehicle Materials and Corrosion Engineering
Quality begins with the materials – with their selection, processing and chemistry. Audi sets extremely high standards here and is the driving force of continuous progress.
The company's quality assurance organization includes an in-house laboratory that employs a whole slew of high-tech devices for extremely detailed studies of materials. Audi's two computed tomography machines, for example, can scan entire cylinder blocks, and with their extreme magnification of up to 500,000 times, scanning electron microscopes assist in the analysis of fracture sites.
The spectrum of materials is extremely diverse, ranging from metallic materials to rubber, plastics, wood and leather to innovative, dirt-repellent textile trim in the interior. And time and time again, employees turn to their subjective senses to supplement the rigorously scientific analysis. The members of the "Nose Team," for example, sniff out objectionable odors on board the vehicles and eliminate them.
In the materials sector, Quality Assurance monitors many components from the first step in their development to their everyday use by the customer in production vehicles. They collaborate closely with Technical Development, Production and even the Motorsport Department: Engine and chassis components of the Audi racing cars are also regularly examined in the lab.
Another task area within the material sector are the subjects of operational safety and corrosion, which pertain to the lasting durability of the components and their corrosion resistance. The bar is set high here, as well. Audi uses much more stringent test criteria for alloy wheels than its competitors. And the INKA test (Ingolstadt Corrosion and Aging Test), in which the entire lifetime of an automobile is simulated within five months, has long since become something of a benchmark throughout the entire automobile industry.
Soft and supple – the leather upholstery
AUDI AG
Claudia Lischke, Materials Engineering Interior/Equipment
Leather is a natural material. The unique exterior, the special haptics, the very unique smell – each piece of leather has very sensual properties. Audi handles this emotional material with kid gloves so that it can achieve its uncompromising quality objectives here as well.
The leather Audi uses comes from the natural cycle of agricultural animal husbandry. Every animal is different; every hide is unique. Audi only uses leather from male cows, which have larger and more homogenous hides than females. A large portion of the leather comes from southern Germany – the pastures there are almost entirely devoid of barbed wire fences on which the animals could injure themselves.
A hide has an area of roughly four to five and a half square meters, which the leather experts divide into three quality zones. The best piece is the back (croupon) – the grain is particularly even here and cracks or scars due to injuries are rare. The leather from the core of the back is used in all areas of a car seat where fine appearance and high robustness are most important – on the headrest, in the shoulder area, in the buttocks area and on the side bolsters and seatbacks on the entry side. The leather from the directly adjacent regions of the back are used in all other areas of the seat. Audi does not use the outermost region of the hide.
Tanning of the leather – a process comprising multiple steps – is performed without the use of chromium salts. In a pioneering move for the automobile industry, Audi stopped using these chemicals 15 years ago. They are still used today for shoe and garment leather.
Audi offers its customers an extremely wide selection of leather upholstery for all models. The experts from Quality Assurance divide their "leather pyramid" into three levels. It begins with the basic leather, which is embossed and finished (coated) on machines. The coating covers the hide structures and seals the pores, which makes the seat very durable. Less finishing is involved on the second level of the pyramid; the leather is more natural, breathes more and is softer – to paraphrase: more comfortable.
At the very top is pure aniline leather. There is no machine embossing or coating involved. The top grade of leather shows its natural surface and grain, thus it also requires a greater level of care. Unlike coated leather, it shows authentic characteristics of an animal hide in some areas, such as tiny healed wounds, light rough patches or mosquito bites. As a visible expression of natural processing, these underscore the authentic character of the material.
Regardless of the type of leather, Audi checks all grades of leather in its own laboratory. 45 tests are performed just to determine the durability of the leather. Mounted in automatic fixtures, the leather specimens have to show that they expand evenly, where they begin to tear, when they begin to develop wrinkles and how resistant they are to abrasion and fire.
How they react to exposure to extreme sunlight is just as important as the determination of water vapor permeability or the odor and emission tests.
Besides the classic types of leather, Audi also offers seats covered in a combination of leather and Alcantara in many models. The natural material is applied to the side bolsters and seat backs; the microfiber on the center areas. Audi is also constantly developing new leather grades, particular with respect to breathability, softness and natural appearance.
Strict standards apply not only for the selection of the leather, but also for its application and stitching. Due to their round and concave shapes, a great deal of effort is required to cover the seats – especially the sport seats – without wrinkling, but that is precisely what Audi quality demands. The seams on all seats and trim elements are exactly straight, even and parallel. This can be attributed in part to the special needles used in the sewing machine. The so-called cutting needles minimize the sawtooth effect in the cap seam region that would otherwise occur when the leather is drawn into the needle mark.
Precious material – the wood veneers
AUDI AG
Hermann Wiegel, Head of Non-Metallic Materials
Wood veneers create an atmosphere in the interior; they convey an impression of elegance and cultivations. Wood is a precious natural material – and a demanding one. Audi handles it with particular care.
Audi's purchasing agents apply strict standards to the raw material. Specialty companies manufacture veneers by machine-peeling thin sheets only 0.5 to 0.6 mm thick from the trunks of trees, from the roots or from outgrowths from the trunk called burls. Because the structure of the wood is constantly changing, each sheet of veneer has its own grain – a "flat" or "living" structure as the experts say. The "clouds" and "eyes" are always different.
These differences are more or less pronounced depending on the type and lightness of the wood. Dark birds-eye maple, for example, has a relatively homogenous appearance, whereas light poplar is particularly variable. Amber-colored vavona, taken from the burls of the California redwood, exhibits a wide range of structures and brilliant, shimmering colors that gives an intense sense of depth. Audi offers its customers a broad selection of inlays, with custom grades such as Fine grain maple copper or Poplar saffron available from the Audi exclusive and Audi S line ranges for various models.
The veneer sheets must satisfy exacting requirements if they are make it past the watchful eyes of Audi Quality Assurance. A veneer trim set for a car generally comes from a single burl or single sheet of veneer. The individual parts are similar. Audi is particularly strict when it comes to obvious differences in areas such as the center console and the ashtray cover fitted there. The veneers must be free of flaws.
Processing of the veneer sheets is a painstaking process. The specialists bond and press a precious veneer with up to four substrate layers, taking into consideration the alignment of the grain in the layers so that they can later achieve perfect dimensional accuracy. Machine pressing, in which the thin package comes in the desired form, also requires a fine sense for the proper temperatures and cooling times. After pressing, the wood skin thus produced is back-injected with plastic.
The next step is bleaching, which is required because the base colors of the wood are different. The final shade is provided by the stain, which is applied thereafter. Wood with a "flat" optical structure is used for the piano finish trim that Audi offers for some models. The wood is painted black and covered with up to ten successive coats of clearcoat.
Most veneers also contain a sealing coating of transparent plastic (polyurethane/PU). It protects against scratches, provides a deep luster and does not yellow even when exposed to intense sunshine. The PU coating is not used with open-pored veneers such as dark ash. Instead the natural surface is retained, which has a slightly structured feel when you run a fingertip over it.
Only after all of these steps have been completed is the part machined. All parts have complex geometries – the door inlays, for example, are not plane but raised, and the large panel on the center console has numerous edges and radii due to the cutouts for the ashtray, shift lever and, if installed, the start-stop button.
Machine cutting requires a high degree of precision, and Audi also requires subsequent manual reworking of the cut pieces. A sanding block is used to sand ("break") the edges of the veneer very slightly – it takes years of experience to sand down just the right amount. The next step – polishing with soft cloths – is also performed by hand in many areas. The special coating for the edges, which prevents moisture from penetrating into the wood, is also applied manually.
Audi focuses on maximum precision at each step, even when the finished wooden trim elements are bonded with thin chrome frames as is the case with some variants. The permissible tolerances, including those for assembly at the plant, are generally only one to two millimeters. These are essential due to the various rates of thermal expansion of the components. Even at extreme temperatures – and in direct sunshine the interior of a car can reach as much as 70 degrees Celsius – the veneer must not rub against the frame.
Audi Quality Assurance maintains its own testing laboratory for the study of wood veneers, where issues such as fogging (evaporation) or fading are investigated. Specialists carefully study the structure of the woods; other topics include weatherability, geometrical stability and resistance to abrasion and scratching.
Audi is also constantly developing innovations in interior materials. The current trend is toward lighter colors, and thus also toward lighter woods. The "Sportback concept" prototype presented at the Detroit Auto Show early this year featured light veneers into which lateral strips of dark wood were embedded. This solution is very time-consuming and requires a novel process for peeling the veneers but produces a one-of-a-kind atmosphere in the interior.
Cleanliness and gloss forever – Oleophobation and UV paint
Oleophobation
AUDI AG
Helmut Donaubauer, Materials Engineering Interior/Equipment
Stains and discoloration caused by water or dirt in the passenger compartment – that just doesn't go with an Audi, not even after years of operation by the customer. A Quality Assurance team for interior A- and B-pillar liners therefore developed a coating that repels liquids and provides for easy cleaning.
After the textiles are manufactured, a coating is applied to the fabric intended for the liner. This coating is a type of impregnation that repels liquids such as water or oil similar to the lotus effect. This surface masking stands up to UV radiation and is also resistant to all the other various environmental influences that act on the vehicle interior, which vary depending on the regional conditions prevailing in the sales markets throughout the world. The textile decor elements are placed in molds and back-injected with plastic to produce the finished pillar liners.
The fact that water or coffee beads and can be removed without leaving residues behind is not the only advantage of the coating: Unlike untreated fabric covers, it is also easy to clean. Testing has shown that even heavy soiling such as soot can be removed nearly completely even from light-colored parts.
High gloss and UV paints
AUDI AG
Ronald Schiweck, Head of Materials Engineering Interior/Equipment
Every Audi interior makes a shining impression thanks to its numerous high-gloss control elements – from light switches to the fascia in the doors and the cockpit to the air conditioning system. An increasing number of high-gloss components are being used – a current trend in car making that has also left its mark on Audi.
Even before the classic grand piano, high-quality instruments, furniture and other objects with a high-grade surface in high-gloss black have fascinated the observer. Unfortunately, these decorative items are often not as robust in use as Audi quality standards demand, such as with respect to scratch resistance. Audi therefore insisted that high-gloss components for automotive interior applications must be classified according to the loads that they can withstand. The first step here was to analyze the loads placed on the high-gloss surfaces in daily use by the customers according to comprehensive criteria: see and touch; decorative or functional surface; location within the direct reach of the occupants; low or high frequency of actuation.
The "Guidelines for the Load-based Classification of High-Gloss Components" cover all of these parameters and depending on how high the loading on the part is, specify a maximum permissible change in gloss following the scratch-resistance test.
In the future, Audi will apply a high-gloss finish with a UV-curing topcoat to all high-load control elements. This can also reduce inadvertent damage caused by objects such as rings, keys or mobile phones.
During the conventional painting process, a special topcoat system is applied to the respective part, and the surface is subsequently exposed to UV light. This results in an extreme increase in hardness due to the reaction of certain components in the paint. Curing is extremely fast, eliminating the need for an additional energy-intensive drying line.
Cerapaint® – the perfect protection for aluminum
AUDI AG
Waltraud Betz, Materials Engineering Corrosion Protection
Audi offers its customers a special option – the high-gloss package – for many of its models. This package includes body trim elements such as the window capping trim or the lower door trim made of aluminum. As the first and only car maker in the premium segment, Audi coats these premium parts with the high-end protective coating Cerapaint to keep them shining over the life of the car.
The current standard in the automobile industry is the Eloxal process, a technique in which the aluminum base material is oxidized with oxygen. This is done by applying a direct current and by means of electrolytic anodization – a process in which the workpiece acts as an electrode and accepts electrons, driving an oxidizing reaction. The oxide layer thus produced has column and honeycomb-shaped pores that seem to grow out of the surface of the component. Anodic oxidation requires a final densifying step: The open, porous oxide layer is closed by embedding water in the amorphous oxide. The disadvantage of this is that certain chemicals, such as insect removers or highly alkaline prewash agents in car washes, attack this layer and can cause irreparable damage and corrosion.
The Cerapaint process does not suffer from this weakness. The aluminum is first anodized and then densified in a special process. A thin layer of silicatic gel is then sprayed onto this layer. It is only one to two thousandths of a millimeter thick, but it is characterized by a dense, closed surface, high hardness and excellent chemical resistance.
The protective coating is resistant to acids and bases and thus all types of road salt, repels dirt and is easy to clean. The Cerapaint process can be applied to all versions of the trim elements in colors ranging from the natural color in high-gloss to black.
The scent detectives – the Audi Nose Team
AUDI AG
Heiko Lüßmann-Geiger, Material and Corrosion Engineering Total Vehicle
Audi customers want to experience their cars with all of their senses as a place where they can feel comfortable. Audi applies stringent criteria in this area and here too is a pioneer in the industry. The Audi Nose Team, assigned to Quality Assurance in the lead up to the start of production, combats offensive aromas on board the vehicles.
The smell inside a car is of fundamental importance, although it is generally perceived subliminally. People can differentiate between thousands of aromas and keep them in memory. Smells generate positive or negative associations; they inspire sympathy or antipathy. Unpleasant smells trigger – consciously or subconsciously – defense reactions and can have far-reaching consequences. If a vehicle interior smells unpleasant, the customers may also evaluate the other properties of the car less highly.
The Audi "Nose Team" was formed in 1985; seven years later, the process it developed had become the standard in the German automobile industry. The six-member core team, supported by three outer "bench players," decides whether materials are suitable from an olfactory perspective for use in the car. Materials that don't clear this high hurdle are stricken from the procurement list.
The work in the Nose Team is a special assignment; normally the professional sniffers work in the Quality Assurance materials laboratory. They were chosen for the smell team by virtue of their particular sensitive noses, which they have to take good care of: Smoking is prohibited, a cold stops team members from working and team members must not give off any scents of their own during testing – whether perfume, shower gel, after shave or maybe even garlic.
The members of the Nose Team meet daily in the Ingolstadt plant's Quality Center. The employees cut small pieces out of the components to be tested – from the cockpit to wood inlays to the leather upholstery for the seats. These specimens are then placed in a standard canning jar equipped with an odorless gasket. An oven heats the sealed jar to 80 degrees Celsius for two hours.
Now it is time for the evaluation: Each tester in turn lifts the cover slightly, sniffs briefly at the contents of the jar, reseals it and quickly passes it to his or her colleague. Each team member writes down their grade in secret. After five or six tests, the noses need a one to two hour break before they are again capable of exact evaluations.
The German school grading system is used for scoring the results. Materials given a grade of one ("odorless") to three ("strong inherent smell, but not yet offensive) pass the test. Materials with the grades four ("offensive") to six ("unbearable") fail. Plastic parts that give off unpleasant odors, leather that smells of fish oil or floor mats with an air of onion about them don't stand a chance at Audi.
The Nose Team analyzes roughly 500 different components from the passenger compartment for each model. It also examines complete components such as dashboards to test the interaction of various materials. They are brought up to temperature in a large custom heat chamber of stainless steel. During the test, the testers stick their heads through a hole in the chamber and assess the smell.
The last step is the evaluation of the entire complete vehicle. This is done by heating the interior in a climate chamber with large heat lamps. When a car sits in the blistering sunshine, the interior can easily reach temperatures of up to 80 degrees Celsius. The members of the Nose Team evaluate the overall impression and also attempt to identify components with dominant smells.
Nose Team members also use highly advanced technical methods in addition to subjective evaluation. All air samples are analyzed in a gas chromatograph, frequently in combination with mass spectroscopy. These enables the Audi specialists to precisely analyze the chemical composition of the substances emitted and unequivocally identify all volatile organic compounds, which enables offensive materials to be precisely identified and eliminated.
The result of this elaborate series of tests is the subtle olfactory impression exuded by every Audi. Internally it is designated as "neutral." Each part contributes to this neutral smell with the authentic smell corresponding to the respective materials. Audi uses no artificial scents in its cars, in part because there is no one aroma that appeals equally to all customers. The fully scentless car is also not the objective – that is as unappealing as a sound-dead vehicle.
The Audi Nose Team is not only involved in the development of new models, it also checks that the olfactory quality of production vehicles remains at a consistently high level. Individual cars are randomly pulled from Production and sniffed over in the test chamber.
The INKA Test – time-lapse torture
AUDI AG
Werner Piller, Materials Engineering Corrosion Protection
A fog of saltwater solutions sprayed onto the sheet metal panel through countless nozzles. Test drives on gravel roads. A hydropulser in a minus 35 degree Celsius climatic chamber that twists the body. Audi tortures its test vehicles mercilessly. The INKA test (Ingolstadt Corrosion and Aging Test) simulates all the rigors of a 12-year service life in only 19 weeks.
The INKA test is performed at the Audi proving grounds near Ingolstadt. Not only are there various selective test tracks there, but also a large building with eight special test rigs. Weaknesses that would only occur after two or three years of normal wear manifest after just a few weeks on the test rig.
Each test is conducted in five phases. In the first phase, the car placed in a climatic chamber at 35 degrees Celsius and enshrouded in salt fog. It is then subjected to damp heat – up to 50 degrees Celsius at a maximum of 100 percent humidity. In the third phase the temperature is reduced to 42 degrees Celsius, but an artificial sun with an output of 1,000 watts per square meter beats down from the ceiling. This simulates the UV exposure of an African summer. The extreme irradiation heats the body to as much as 90 degrees Celsius. Colors in the interior must not fade and the materials must not become brittle.
Phase four simulates winter conditions at the polar circle. A hydropulser with four activation points – one for each wheel – shakes the car at a temperature of minus 35 degrees Celsius to depict the twisting of the body and the loads on the suspension components and engine mounts when driving on poor roads. This also reveals any trim elements that squeak or rub. In between – in phase five – test drivers do repeated runs totaling 12,000 kilometers over specially prepared routes featuring difficult profiles, pools of saltwater and mud, and gravel tracks where stones constantly rattle off the sheet metal.
At the end of the tests, specialists dismantle the entire car and body down to their individual parts and search for weak spots using sophisticated test equipment. Is there corrosion on an edge somewhere? Did a weld seam weaken? How did the scratches intentionally made in the paint during the test develop? Did adhesives in the body begin to deform? And how did the engine, the transmission, the electrical system and especially the many plugged connections and also the suspension hold up to the torture? The specialists devote particular attention to those areas in which different materials are combined or are joined using innovative techniques.
Although the INKA test has long enjoyed the status of a benchmark within the industry, Audi is not content to rest on its laurels and is continuously refining the test method based on its many years of experience. This enables Audi to achieve optimal design-based corrosion protection in the early stages of development of every car.
Design and safety – alloy wheels
AUDI AG
Andreas Wild, Materials Engineering Corrosion Protection
The alloy wheels from Audi are surely the most eye-catching parts of the vehicle that are of major importance in terms of both design and safety. Accordingly, Quality Assurance devotes a great deal of attention to them. The Materials Engineering specialists track the wheels from development through to their use by the customer.
To satisfy Audi's stringent requirements, an alloy wheel must complete a demanding testing program comprising a series of material, surface and strength tests and inspections. The wheels are examined for casting defects, anomalies and cracks in the X-ray check. The roll motion test simulates travel through curves with extreme lateral forces. In the recreation of driving over the curb at high speed, the rim flanges must withstand hard impacts without fracturing. Audi wheels can endure such impacts because they are cured by means of a special process that simultaneously enhances strength and strain.
With respect to surfaces, Audi has set the bar higher than any other car maker. Competing products, which periodically run through the test program, repeatedly fail various criteria. The corrosion test, in which acid and temperature intensify the conditions, lasts for over 240 hours. Of equal duration is the paint adhesion test, which is performed at nearly 100 percent humidity. A stone-chip resistance test and tests to determine chemical resistance, weatherability and light stability round out the program.
Aluminum wheels from Audi have complex surfaces, regardless of whether the wheel is cast, forged or rolled. The corrosion protection coating system, comprising a primer, basecoat and clearcoat, is common to all versions. The wheels are tested for tightness prior to coating – Audi does not accept use of the coating as a sealant.
If requested by the customer, Audi also supplies custom wheels – in standard silver and high gloss, with polish and clearcoat or with diamond-cut design surfaces and contrasting paint for a two-color effect. Custom surfaces – with chromed plastic wheel cover or galvanically chromed – are also available. Audi achieves uncompromised quality in the demanding chrome plating process, whereas many competitors have problems here with corrosion and thus diminished visual appeal.
One new development is the Durabright technology, which makes the surface so dirt-repellent that cleaning requires nothing more than soap and water. Audi plans to begin using a special chrome surface in the near future that is characterized by a subtle flat finish ("iridium look") and simultaneously demonstrates the high level of quality demanded by Audi.
Service life testing – durability
AUDI AG
Reiner Steppan, Head of Materials Engineering Suspension/
Corrosion Protection
At Audi, durability means the guaranteed service life of all vehicle components in the customer's possession – from the seal strip to the crankshaft, from the wheels to the links in the suspension. Ensuring durability is one of the classic tasks of Quality Assurance.
The work of the quality assurance specialists extends to many different levels, and includes random checks of components used in series production, various concept experiments, the determination of the service life of components and the analysis and recreation of damage. When a defect does occur in practice, Quality Assurance analyzes the environment and background with great precision and recreates the events that led to the damage. It often turns out that the customer was overly ambitious with his car – driving over a traffic island at excessive speed is too much for even the most robust wheel suspension – but the investigation of these extreme cases also provides valuable lessons for continuous improvement.
Durability tests are performed on test rigs that enable the function and behavior of components to be precisely determined. Whether a control arm behaves suspiciously under certain loads or overload situations – such as driving too fast over a curb – can be determined relatively quickly, for example. Road testing takes much longer. The Audi quality assurance specialists often investigate very specific issues, down to the question of whether cleaning procedures for aluminum components or country-specific types of road salt have an effect on service life.
The range of test rigs comprises twelve individual hydropulse cylinders, a three-axis axle test rig and a series of specialized systems for testing such things as joints, crankshafts, rubber-metal bearings and wheels. Audi has codeveloped proprietary test rigs for assessing the wear and function of the ball joints used in the company's complex multi-link axles.
High-tech measurements – the Audi laboratory
AUDI AG
Martin Poese, Head of Materials Engineering Assemblies/Transmissions
How strong and how durable is a material? What is the distribution of chemical elements in the materials? When does sheet metal start to corrode when sprayed for weeks on end with a concentrated saltwater solution? How do the reinforcing zones of a pivot bearing have to be designed so that the component is as light as possible yet absolutely reliable over a long service life? All of these questions are investigated and answered by Materials Engineering Ingolstadt, a department within Audi Quality Assurance.
The lab is the materials engineering competence center for the entire company and is closely networked with the laboratories at other Audi sites. Established in 1971, it currently employees roughly 70 people. The lab is responsible for all materials engineering matters, from development to use in production vehicles, and is also largely responsible for the corrosion protection of the complete vehicle.
The lab monitors many technical components throughout the entire development process and beyond. As a skilled partner, the lab supports the colleagues in Technical Development, Planning and Production in numerous areas, such as materials consulting and development, damage analysis and the testing/inspection of components. Before a new engine block that was hand-built at great expense is subjected to rigorous, time-consuming and costly testing on the engine test rig, the lab's specialists preemptively conduct a detailed analysis of the quality of the casting.
The high-tech equipment in the Ingolstadt lab has a replacement value of over 30 million euros. Whether gas analysis using high-performance liquid chromatography, x-ray diffractometry to measure internal stresses in components or inductively coupled plasma for trace analysis of heavy metals – Materials Engineering has the ideal measuring equipment in practically every case.
From aluminum to high-strength steels, from engine to suspension to body – metallic materials are naturally the focus of the lab's work. However, the Audi specialists also work with rubber and plastics, textiles and leather as well as glass and ceramic. A highly specialized team analyzes the smell of the materials fitted in the interior – gas chromatography devices and mass spectrometers used for measuring are complemented by people with an exceptionally highly trained sense of smell, as there is nothing better than the subjective opinion of the expert. The uncompromising approach to quality at Audi extends to the smallest possible component with the focus always on the ultimate deciding factor – people.
Computer tomography – Technology from the world of medicine
AUDI AG
Stefan Hils, Materials Engineering Suspension
Computer tomography devices are tools for better health – in medicine and at Audi. They serve the same purpose in both cases: to illuminate bodies so that problem areas can be found. Audi uses its two CT machines in the Ingolstadt Quality Assurance Laboratory to non-destructively examine the structures of components – from larger components, such as engine blocks, gearbox housings, alloy wheels or oil coolers, down to the smallest of structures found in electronic units, for example.
Audi has invested 1.2 million euros in its computer tomography devices, which like the medical devices work with x-rays. Because they don't have to make allowances for living organisms, they are operated at much higher powers, however. The components to be examined are secured in a fixture inside the machine and rotated around their own axis in tiny angular steps. A two-dimensional x-ray image is produced at each step.
The result at the end of the process, which can last anywhere from roughly 30 minutes to several hours, is a collection of digital, 2D images. A powerful computer assembles these individual images into a 3D volume approximately two gigabytes in size. The Audi specialists use the data generated for a wide variety of analyses. They can rotate the virtual component in any direction, take as many slices as they want and take a virtual fly-through through the interior.
This enables them to find potential defects, such as blowholes – voids that occur as the result of material shrinkage during casting. In more complex units – a defective fuel pump or a noisy rubber-metal bearing from the suspension, for example – they can precisely analyze the position of the individual components and their exact interaction.
The CT machines are used at Audi for a wide variety of tasks. They are used to assess hand-built arts during predevelopment, provide information for strength studies and help with the analysis of defective components. Audi also uses the CT machines in motorsports to analyze suspension parts following a race. The wheel suspension of a DTM (German Touring Car Championship) car, for example, is made of high-strength steel to save weight and the slightest crack could prove fatal.
Very unusual objects have found themselves on the turntables of the Audi CT machines from time to time. The machines in Neckarsulm have, for example, examined a roughly 2,000-year old Egyptian animal mummy for the Hessian State Museum – all in the name of science.
The scanning electron microscope – detailed analysis of fracture sites
AUDI AG
Martin Poese, Head of Materials Engineering Engines/Transmissions
Audi quality also means testing under extreme conditions. Engines and transmissions are repeatedly pushed to their limits and beyond on test rigs, with maximum loads that never would occur in normal use. If a component then fails, it undergoes a detailed examination in the Quality Assurance laboratory – under the scanning electron microscope.
Two scanning electron microscopes, abbreviated SEM, are available to the specialists at Audi. The name refers to their basic functional principle: they scan the specimens point-by-point and line-by-line with a focused electron beam in a vacuum. Electrons have a shorter wavelength than light and can be rastered extremely finely in a beam. This enables the SEM to achieve extreme resolutions and magnifications between a factor of 20 and a factor of 500,000. Light microscopes, on the other hand, bump up against their limits at a factor of only 1,000. The black-and-white image of the SEM is high contrast, tack sharp and has a high depth of field.
The team's primary work is the analysis of fractures and wear sites on engine and transmission components such as valve springs and gears. Large component or fracture planes are broken down accordingly. Viewed under the SEM, typically at 100 to 20,000x magnification, the fracture site of a spring, for example, provides the experts with precise information: They can tell what type of fracture it is, e.g. a fatigue fracture or a fracture initiated by stress cracking, based on characteristic features. The monitor shows the reference point of the fracture – frequently a tiny inclusion of foreign material measuring only a few thousandths of a millimeter – and reveals the series of events that led to the failure.
The precise investigation is facilitated by another technology integrated into the scanning electron microscopes at Audi: micro x-ray fluorescence analysis. This technology takes advantage of the fact that a characteristic x-ray radiation is generated by the interaction of the electron beam with the specimen. Different elements in the sample generate different radiation.
The color graphic of the recorded spectrum and the element distribution image provide key information. An oxygen peak, for example, is indicative of a slag inclusion, a small point of an inferior material mixture, and thus of a manufacturing fault during the melting of the steel. Brittle fractures could provide clues regarding imprecision during the heat treatment of the workpiece; fatigue fractures suggest insufficient material thickness or an unfavorable design geometry. All of this information helps the colleagues in Development and Production make the proper adjustments to resolve the problem.
Damage analysis is the primary focus of the 13-member team's work. Other tasks include examining components from Audi racing engines and transmissions; the testing of materials, including motor and transmission oils; and consulting on the metallic and non-metallic materials used in engines and transmissions. The damage analysis team monitors all important components from the development process to use in series production to use in customer vehicles.
Precision – fit, finish and workmanship
Deeply lustrous paint, precise light-refracting edges, uniformly tight body joints – every Audi embodies perfection on the road. The interior is also finely honed and conveys a confident air of quality. A tremendous amount of effort goes into the precision handling of surfaces.
At Audi, this maximum precision begins with the manufacture of the dies for the sheet metal presses, as this is the only way to achieve the extremely tight tolerances allowed by the brand. New high-end joining technologies are constantly being used in body construction – the invisible joint in cars like the A4, for example, is produced by means of plasmatron welding. An extreme amount of effort is also dedicated to corrosion protection; Audi floods cavities in the car body with hot wax in a sophisticated procedure.
This strict dedication to quality is also reflected in the paint – a layer a tenth of a millimeter thick. The effect finish, in which tiny metal particles in the pigments change the shade depending on the light and angle, is applied in such as way as to subtly underscore the lines of the design. Strict specifications also apply to areas such as the engine compartment and the inside of the rear hatch. Modern instruments control the quality and color values of the finish, and Audi also performs painstaking color matching in the interior.
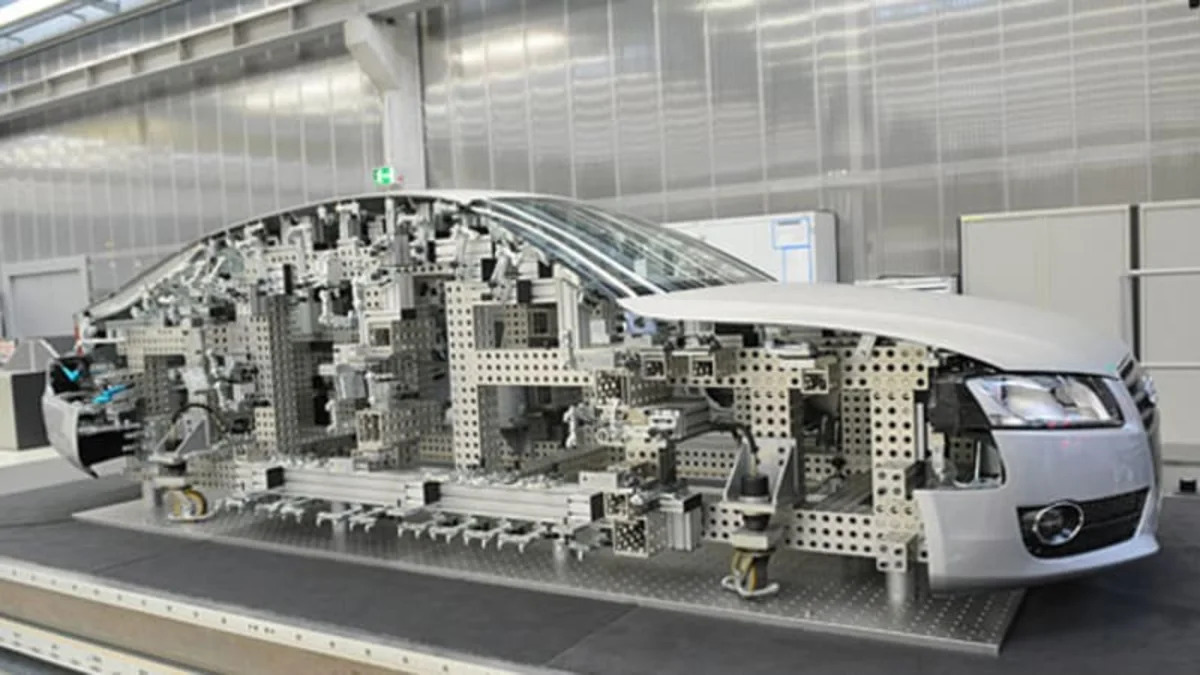
The flawless finish of every car demands perfection across the board, and Audi operates a whole series of measuring systems and mock-ups called master jigs. Car bodies and their sub-sections as well as interiors are built by hand; this "zero-reference environment" enables the specialists from Quality Assurance to check and fine-tune the fit, the impression and a number of other criteria.
Perfect interiors – the interior master jig
AUDI AG
Antonio Gloria, Head of Master Rigs / Measuring Technology for Geometric Vehicle Analysis
A solid interior door handle that can be moved without play. A trunk lid that does not rattle thanks to strips of foam mounted out of sight. Inlays with maximum tolerances of two tenths of a millimeter. Audi takes precision to new heights in its vehicle interiors, and a key instrument that makes this possible is the interior master jig at Quality Assurance.
The interior master jig serves as the reference for the complete vehicle interior. It comprises a body with no dimensional deviations at any mounting point for interior components and thus is the ideal basis for coordinating interior components with one another. Besides functional criteria – easy motion of all components, firm seating, installability, sounds when actuated – the focus here is on visual properties, i.e. the general impression, the fit and the surfaces, as well as the haptics. Do any parts show any damage – scoring, sink marks or dents – from when they were removed from the die? Does the coin holder in the MMI operating system harmonize with the overall impression of the center console, or does the fit still need to be optimized and the surface upgraded with a fine finish?
The pillar trim, the sun roof, the glove box, the seats, the headlining, the dashboard, the center console, the carpets and even the mat under the trunk floor – every single compartment of the interior is evaluated on the interior master jig and must meet Audi's exacting quality standards. Additional modules known as cubes, in which key individual assemblies of the interior equipment can be coordinated, supplement the central interior master jig body.
Two real-world examples: The flanks of the door liners are somewhat more stable and stiffer than those of the competition because their substructure is elaborately reinforced with ribs. In the rear hatch lining of the new A5 Sportback, a clip bent into the shape of an omega holds the service flap for the taillights. It is more expensive than a simple clip, but of much higher quality and more solid. The clasp into which the latch of the rear hatch engages is covered by a flap to prevent it from getting dirty. When the rear hatch is opened, a spring pushes the clasp cover upward; a thin layer of foam rubber dampens the impact so that the cover moves precisely and smoothly.
The interior master jig is the platform on which the last bit of precision is squeezed out of the parts. It is a central element of quality assurance at Audi, where all involved – the in-house engineers and specialists from the suppliers – can check the progress of development. The Board of Management also stops in from time to time because at Audi, quality is a matter of leading importance.
The "zero-reference environment" – the exterior master jig
AUDI AG
Antonio Gloria, Head of Master Rigs /
Measuring Technology for Geometric Vehicle Analysis
The master jig is a central instrument of Quality Assurance at Audi. The rather traditional-sounding name refers to a collection of measuring systems housed in its own building. Quality Assurance's aim on the master jig is to fine-tune the dimensions of a vehicle project prior to the start of series production. All fits visible from the outside are fine-tuned on the exterior master jig. The parts involved here range from the doors, the hood and rear hatch to the bumpers, and all the way down to the trim strips.
The bodies are assembled on a rack of solid aluminum profiles. The work on this "zero-reference environment" begins roughly nine months prior to the start of production. The exterior master jig enables the specialists to analyze the dimensional compliance of individual parts, their flush alignment and the alignment of joints on the vehicle and fine-tune them down to tenths of a millimeter, thus continuously and iteratively optimizing the fit.
The gaps in the body are a testament to the strict commitment to precision at Audi. But not only purely measurable criteria are optimized: subjective impressions also play a major role in the tuning process. This means, for example, that a joint in the new Audi A5 Sportback between the fender and the hood varies intentionally in certain areas so that viewers perceive the joint alignment as being uniform.
Besides fit, the exterior master jig provides answers to a number of other questions: Do the colors, gloss, haptics and continuous lines fit together?
Are all components firmly seated and can they be easily installed? Are moving parts free-moving and do they make any unwanted sounds?
Other optimization tools also fall within the scope of the exterior master jig. The joint master jig substructure is used to assess the dimensional accuracy of load-bearing parts and the vehicle floor and for checking and fine-tuning the installability of the substructure. Care is also taken here to ensure that the individual sheet metal parts can be joined together tension-free. The substructure serves as the basis for the final optimization of the general impression of the complete vehicle on the exterior master jig.
The exterior function cubes are used to check the vehicle's add-on parts, such as the doors with their seals or the taillights, bumpers and trim strips. These parts are first assessed separately in their environment. If they fit there, they move on to the next check on the exterior master jig. The final check takes place on a completely assembled pre-production vehicle. This last check reflects later practice during manufacturing.
Hardly any other manufacturer goes to the lengths that Audi does, always with the aim of offering each customer a vehicle that makes a perfect impression and exceeds even the high expectations of Audi customers.
Tight control – geometric vehicle analysis in the Master Rig Center
AUDI AG
Antonio Gloria, Head of Master Rigs / Measuring Technology for Geometric Vehicle Analysis
Precise analysis is the basis for quality assurance. Audi has therefore established a special analysis team in the Master Rig Center – the Geometric Vehicle Analysis team. In contrast to the interior and exterior master rigs, the focus here is not on individual components, but rather the entire vehicle as a unit. Vehicles at various stages of maturity – pre-production, just prior to the start of series production, the start of production (SOP) and the first production vehicles – are monitored and analyzed.
At the heart of geometric vehicle analysis are tactile measurements with a double-column coordinate measuring machine and optical metrology, which record the geometry and compare the measured values against the specified values from the design. This comparison shows whether all exterior and interior parts have the specified fit and function.
The experts are constantly tracking down minor problem areas. These can be individual parts that diverge slightly from the specification during series production. An injection-molded plastic part, for example, can take on different dimensions if the supplier changes the cooling process. Another example: as a welding robot ages, one or the other spot weld can differ very slightly. Small deviations during assembly can also result in the seat belt latch being installed slightly skewed or the procedure for bolting on the rear hatch not going exactly as planned.
Audi's Production division has its own analysis teams that study such minor fit and function problems. They call in the colleagues from vehicle analysis in the case of geometric deviations. These might be a door that doesn't close with a satisfying sound, tight spots in the cockpit where two parts come into contact with one another or switches that are not mounted with the proper fit.
In such cases, the specialists from Geometric Vehicle Analysis remeasure the specific individual parts. If a component does not fit precisely – when its precise function is not guaranteed, regardless of whether the dimensions are in specification or outside the tight tolerances – they consult with Purchased Parts Quality Assurance, Production, Technical Development or the supplier. Audi's fundamental motto applies here as well: A precise analysis provides the basis for a rapid improvement in quality.
Quality from outset – the body
AUDI AG
Thomas Heußer, Head of Paint Shop Quality Assurance
Homogenous, perfect sheet metal surfaces, tight radii, uniform curvatures, precise light-refracting edges: Audi also sets standards with the exterior finish. Many workstations work together to ensure the perfect appearance and thus to adequately implement the multiple award-winning, sporty and elegant design.
Manufacturing precision begins where the dies for working the sheet metal are made. The Audi Toolmaking Division is an industry benchmark, as multiple awards prove. The "tornado line" characterizes the side view of all Audi models. Its contour is first machined into the die as a negative. Once it is mounted in the press, the lines are optimized again by hand. This demand a great deal of care, skill and experience, because even the slightest irregularities can affect the individual parts made with the die. At 20 to 30 microns, the specified tolerances are correspondingly tight. A human hair is twice as thick.
Strict surface specifications apply to the cold-drawn sheet metal, and thus only electrolytically galvanized sheets are used in addition to aluminum components. The zinc layer applied by means of electrolysis, i.e. by applying an electric voltage in a zinc solution, is substantially more even than that obtained with conventional hot-dip galvanization. These sheets thus combine optimal corrosion protection with a perfect surface.
The striking Audi design poses great manufacturing challenges. Sharp edges and radii, wide, expansive surfaces and tight component transitions require the utmost in precision through the entire manufacturing process, from the press shop to the body shop. Inline measurement systems constantly monitor the joining processes, adjusting them in response to the slightest deviations. But a trained eye and steady hand are still essential for process control. Despite state-of-the-art technology, the most critical testing instrument for surfaces remains the human eye and sensitive hand of the tester. Some irregularities in the surface can often only be detected by a very experienced hand.
Elaborate fixtures are used to join parts in the body shop to ensure, for example, a precise gap with a tolerance of less than 0.1 millimeters between the roof and the side of the car. The brazing of the roof seam is performed by a robot under constant process control; in some cases a camera system is also used. After brazing, the seam is rounded into shape by a second robot operation, giving it a smooth and defined fillet. Thanks to the quality of the surface, this joint does not require an overlay - a highly elegant solution. This is typical of the Audi philosophy, which in all processes takes full advantage of the most modern methods available and to continuously invent new solutions.
To ensure that the top finish lasts for the life of the car, Audi takes additional elaborate measures to prevent corrosion. One of these is to seal the cavities with hot wax. Because the load-bearing sheet metal parts must satisfy increasingly stringent strength requirements, they have highly complex, convoluted shapes. In the door sill of an Audi A4, for example, there are four folded layers of sheet metal similar to the principle of an onion. Often there is also a material mixture of high-strength steels, stainless steel and galvanized sheet. This offers strength and weight advantages, but also requires particular attention to corrosion protection.
Audi therefore coats all cavities at risk of corrosion in hot wax in addition to the dip primer. Audi was the first to use this process, which has been continuously refined. The wax is liquefied in an immersion bath at approximately 120 degrees Celsius. Those areas of the body to be coated are heated to between 60 and 70 degrees Celsius in a continuous oven. The cavities are then filled with the hot wax in fixtures called flooding frames. This low-viscosity wax reaches even the smallest of cavities and prevents the later intrusion of moisture. Upon conclusion of the process, a large portion of the wax runs back out of the hot sheet metal structures, but a small portion remains behind as a thin but reliable protective film.
Sensational and brilliant – the paint finish
AUDI AG
Thomas Heußer, Head of Paint Shop Quality Assurance
Is the finish brilliant with a deep luster? Is it evenly applied and resistant to stone chipping and environmental influences? Do the colors shine the way the designer had in mind? Every Audi owes its shining appearance to the paint finish, for which a team from Quality Assurance is largely responsible.
An Audi wears a coat of paint roughly a tenth of a millimeter thick. That doesn't sound like much, but these 100 micrometers are packed with pure high-tech. First a cathodic primer to protect against corrosion is applied in an immersion bath and dried at 200 degrees Celsius in a continuous oven. This is followed by application of the filler, which ensures elasticity and protects against damage.
These and the following coats are applied automatically using high-speed rotary atomizers. An electrostatic field ensures that swirling of the paint droplets in the spray booth is minimized, and the paint is precisely applied to the body as if by an invisible hand. Dried, cleaned and dust-free, the bodies continue on their way.
The basecoat, which gives the bodies their shade, is the third and, at roughly 10 thousandths of a millimeter, the thinnest coat in the paint system. The effect finishes – metallic or pearl effect – have tiny particles called effect agents in the color pigments. These are responsible not only for the sparkle but also for what is known as shade flop. The shade changes depending on the viewing angle and the angle at which the light is falling – an effect that in the interplay of light and shadow effectively underscores the lines of the exterior design. The final step is the application of a two-component clearcoat, which imparts gloss to the paint system and protects the body.
The work of the Audi specialists is characterized by the unwavering pursuit of the ideal finish. Styling and visual quality together with technological characteristics are top priorities.
And indeed, in these areas too, Audi stands out clearly from its competitors. For example, the brand is at the forefront of the industry in the development and use of colorimetry. The color – or more accurately the light reflected by a colored object – is broken down into its spectra by a special instrument. The colorimetric values can then be calculated from the measured spectral intensities. This method enables an objective control of the painting process as well as the transfer and comparison of color values of add-on parts painted by external suppliers, for example.
Audi's specifications for painted surfaces are not restricted to the visible exterior areas of the body. Unlike most of its competitors, Audi also devotes a great deal of attention to visible areas of the interior. Whereas competitors often only paint the entry sills and interior surfaces of the doors or the trunk with the just the basic shades without clearcoat, Audi always uses the body color here.
In many areas the stringent requirements for the exterior also apply. Innovative mixing systems are often used to ensure optimal matching with the shade of the body.
To ensure that all add-on parts in the body color perfectly match the body, some of these parts – such as fuel tank covers, door handles and exterior mirror housings – are painted directly at the Ingolstadt plant. The paint system and the painting process are identical to those used to paint the body.
Flexibility and customization are an additional Audi strength. Even outlandish custom colors that the customer orders through the Audi exclusive customization program can be applied on the regular line.
To ensure that the perfect finish does not suffer en route to the customer and arrives at the dealership in showroom quality, no Audi leaves the factory without protection. Transport protection for the surface is standard, even for short shipments by truck within Germany. For certain overseas markets – or at the request of the dealership – the factory will also install a full-body cover, which is a shroud that protects the entire vehicle.
Harmony through precision – color coordination in the interior
AUDI AG
Anette Ludwig, Interior Materials Engineering / Trim
The visual impression of harmony and quality conveyed by the interior of every Audi is due in no small part to the colors. All shades defined in the design must be precisely matched and coordinated in practice. This sounds simple, but it is actually a complex task that falls under the responsibility of Quality Assurance.
One challenge is posed by the different materials, which in many areas are directly adjacent to one another. In the Audi A4, for example, three different materials come together at the front end of the door map pocket on both the driver and the passenger sides: a support element with a film coating, the polypropylene back wall of the pocket and the thermoplastic speaker grille.
All of these materials must be identically colored in the selected shade, but each requires different pigments due to their respective chemistries. Another challenge is posed by the different surface structures. When smooth plastic and grained leather meet, such as in the area of the door armrest, differences in reflectivity can result in color differences.
Audi Quality Assurance uses advanced technology to solve these problems. The analysis is performed in an in-house light studio with a critical eye and a spectral photometer, which analyzes and evaluates the colors. The measurements are performed in a fully-assembled interior and thus from the customer's exact viewing angle.
If the coloration processes for the individual parts are not precisely matched, a phenomenon known as metamerism can occur. The components look the same in bright daylight, for example, but appear different under a different type of light. The lighting system in the light studio is therefore capable of producing three different moods – daylight, dusk and cold artificial light.
Fascination – the total car experience, customer-relevant testing and running costs/cost efficiency
An Audi is more than the sum of its parts – it is a total car experience characterized by elegant sportiness, by high quality and attention to detail, and by precision and emotion. The harmonic interplay of all components is a theme to which Audi devotes special attention.
A team at Quality Assurance is responsible for the "comfort audit." The aim here is to translate the subjective perception of comfort into data, such as by measuring the amount of force needed to close a door and analyzing the sound made by the closing door. The glove box, the adjustable center arm rest or control elements such as the controls for adjusting the seats are areas where Audi puts in a tremendous amount of finishing work.
Another portion of the team is dedicated to the prevention of intrusive noises such as rattles or squeaks – from the first dataset on the CAD computer to road tests with pre-production cars at the Arctic Circle or in the Sahara to being driven by the customer. An extensive testing program totaling roughly two million kilometers assures the quality and proper function of the new models in every regard.
Customer satisfaction is the focus of everything that Audi does. Due in no small part to the fact that this depends on affordable running costs, the specialists from Service Technology begin working on intelligent and innovative solutions very early in the development process. These ensure that Audi cars receive favorable insurance classifications and that service and repair costs remain low.
Total Vehicle Quality Assurance – Shakedown testing: millions of kilometers for maximum customer satisfaction
AUDI AG
Burkhard Knodel, Head of Quality Assurance for Pilot Series / Acoustics
At Audi, Total Vehicle Quality Assurance has a strong position as a core strategic matter. This is clearly illustrated by the fact that Quality Assurance, in coordination with the Board of Management, issues a total vehicle release at the end of each development project. Quality Assurance thus has the ultimate responsibility for the final release for series production.
This release follows shakedown testing, a comprehensive series of road tests by Quality Assurance. All aspects of the new vehicles that could result in customer complaints under certain stressful conditions are examined here. Total Vehicle Quality Assurance begins with pilot production and zero-series vehicles roughly six months prior to the start of production as soon as all the parts of a new model are available from production dies. If complaints arise during this strenuous test phase, there is still sufficient time to define measures in collaboration with the colleagues from Technical Development and Production that can be implemented prior to the start of production of vehicles for customers. The specialist departments at Technical Development also perform their own long-term tests and road tests involving their individual assemblies.
During shakedown testing, Quality Assurance employees drive the cars in everyday situations on public roads under the same conditions that will later be encountered when driven by the customer. In addition to checking the practicality of the design and proper manufacturing, they also assess the quality level of the components, for this is the first time that the parts in the car were produced on the dies that will later be used to manufacture the production parts. The cars log roughly 150,000 kilometers on public roads to ensure that each car delivered to the customer continues to deliver the same satisfying levels of quality, precision and reliability over the entire service life of the car.
Shakedown testing is not restricted to the immediate vicinity of the Audi plants, rather it is conducted worldwide on a number of continents. The r

Sign in to post
Please sign in to leave a comment.
Continue