
Our completed LS9 V8 – Click above for high-res image gallery
When you think of brands like Aston Martin, Ferrari and AMG, the idea of their engines being built by the hands of skilled craftsmen is no great surprise. However, most people would be very surprised to learn that General Motors has its own special facility dedicated to building its highest performaning engine by hand.
The GM Performance Build Center is located in a nondescript industrial park in in Wixom, MI, not far from the company's Milford Proving Ground. The PBC is a 100,000-square foot factory that opened in 2005 and has since produced both the supercharged Northstar V8 that was used in the Cadillac STS-V and XLR-V, as well as the dry-sump small-block V8 used in the Corvette Z06 and ZR1. The most recent addition to the lineup is the dry-sump LS3 used in the new manual transmission Grand Sport. We were invited by GM to tour the facility and even build one a monster LS9 that would eventually wind up in someone's ZR1.

Photos Copyright ©2009 Sam Abuelsamid / Weblogs, Inc.
The Performance Build Center is a completely different animal when compared to GM's other engine plants. The typical high volume engine plant consists of a long transfer line where bare engine blocks are loaded on at one end and finished engines come off the other end. Along the way assemblers work at each station adding parts to the engine. The assemblers typically spend the whole shift working at just a few stations or even one station, putting the same part on engine after engine.
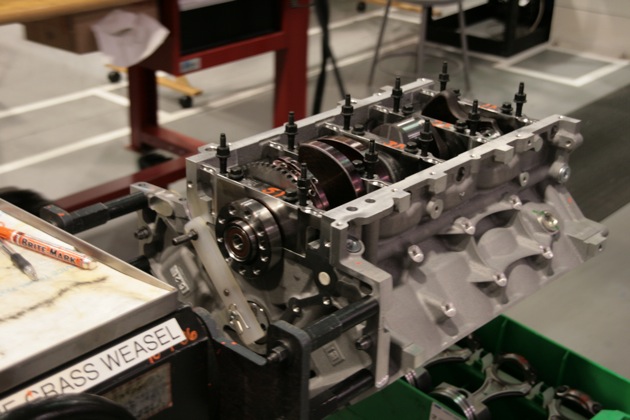
Things are done differently at PBC. Each engine is assembled by just one engine builder. The builder starts off by preparing a set of pistons and then mounting a block onto an engine stand (above). Instead of a transfer line where the engines move automatically from one station to the next, the stand is pushed around the loop by the builder. The engine builders at PBC have all been recruited from the ranks of skilled trademen at other GM plants.
Prior to the current downturn there were as many as 40 builders turning out up to 15,000 engines a year from this Wixom facility. With the loss of the Cadillac engines and the slow down in Corvette sales, the current production rate is about 5,000 engines per year, with 18 builders assembling the power-plants. The plant has two main areas, the assembly hall and the test and inspection area.

The assembly hall has three loops and what is known as a kitting area. In the kitting area, bins of parts needed for each station are compiled with exactly the right number of fasteners, gaskets, etc (above). If a builder has any left over parts in the box at the end of a station, that means he has to go back and check what he missed. One of the three assembly loops that was previously used for building Cadillac engines is currently idle. Another loop is used to build the LS9 (ZR1) and LS7 (Z06) V8s while the third is used for the LS7 and dry-sump LS3.
Mike Armstrong tutored and accompanied us as we began at the piston preparation area. The pistons, rings and rods come into the plant pre-assembled from suppliers. The first step is to mark each piston, rod and end cap with cylinder numbers and directions. We also check the rings to make sure the gaps are on opposite sides. When connecting rods are manufactured, the caps are bolted on before the big-end bores are machined. Those caps are removed before assembly and everything is arranged in the bin before heading to the loop.

The first stage of actual assembly is the insertion of the camshaft. Before we put in any moving parts, we take what looks like an over-sized Q-Tip, dip it in oil and swab the bores to ensure everything moves smoothly (above). Once the cam is ensconced in the aluminum block, the 6-bolt main bearing caps are removed so that the crankshaft can be installed. After popping in the main bearings and double checking to make sure everything is facing the right direction, Mike lowers in the crank.

Each engine stand has a clipboard with a build sheet and bar code on it (above). This same bar code is also applied to the engine. Prior to each assembly operation, the bar code is scanned and each torquing operation is logged in a central computer. Multi-spindle guns are used for operations like torqueing the main bearings, and all of the torque guns use electric drive and incorporate torque sensors.
To ensure accurate and reliable bolt torquing, the process has evolved in recent years. Way back when, you would use a torque wrench and tighten a bolt until you hit the required threshold. However, that was found to give inconsistent results when tested because of internal differences in the fasteners and fits between the threads. Because fasteners stretch, what they do now is actually over-torque the bolt slightly and then back it off to the required setting.
A work instruction sheet at each station lists the operations in sequence with a bar code associated with each. After scanning the engine code, the code for the operation is scanned. When the sensors have detected the operation has been completed and the bolts are properly tight, the gun automatically shuts down to prevent over-torquing. The system keeps track of all the data related to each build so that if any problem is detected during the final test or inspection, the whole process can be reviewed.


Anyone who has ever put together an engine (properly, of course) knows that you have to torque the bolts in a particular order to avoid damaging warpage. The multi-spindle gun for the main bearings on the LS9 does the four vertical bolts on one cap together. Starting from the center of the crank you work your way outward alternating front to back. After each cap is tightened, we turn the crank a couple of times to make sure that the resistance hasn't suddenly increased dramatically. If it suddenly becomes much harder to spin the crank, you know something is wrong and can go back and fix it before getting too far along in the build.
Once the crank is all tightened up, it's time to install the pistons. The block is rotated on the stand and everything is lubed up prior to insertion. Again the crank is turned to ensure that nothing is hanging up. This is followed by the oil pan, timing chain, oil pump and the rest of the bottom end. The oil passages of the pan and pump are checked before installation to make sure that no parts or chips got in there to block oil flow, something that's especially important for a high performance engine such as the LS9. In fact, throughout the build process, everything is checked and double checked to make sure the engine is right before it gets to the cold test at the end.
Once the bottom end is buttoned up, the LS9 turned right side up again to install the cylinder heads. Because of the high pressures generated inside the supercharged LS9, GM went with seven-layer head gaskets and larger 12 mm bolts to keep the cylinders sealed tight. After the lifters, push-rods and rockers are installed it's time for the supercharger.


General Motors classifies the surfaces of all parts of a car as 1, 2 or 3. Class 3 surfaces are those that are never actually visible to the customer, like the back side of the dashboard. Class 1 surfaces are visible like the body panels and care must be taken to make sure they don't have any scratches or other blemishes. Among all GM engines, the only class 1 surface is the LS9 intercooler cover because it's visible through the hood window.
The supercharger and intercooler come into the PBC already assembled as a unit. Once we bolt it into the valley, a cardboard cover is placed on top to make sure it doesn't get scratched. With the blower in place, it's time to check the LS9 for leaks. Hoses are hooked up to all of the external connections and both positive and negative pressure are applied to the engine for a couple of minutes. Thankfully our LS9 passed the leak test with flying colors.
Once an engine passes the leak test, it's time for the builder to apply his name tag. Since we were only a temp at PBC, you won't find any LS9 engines with an Autoblog logo on them. However, if you buy a 2010 ZR1 and find a plaque with Mike Armstrong's name on the side of the intercooler, it could well be the one we helped put together.

At the final station we hook up the engine lift and unbolt the power-plant from the build stand. Once the engine is free, we can complete the last step of the assembly process, which is the installation of the flywheel and dual plate clutch. The LS9 gets a 260 mm-diameter clutch with two plates that allows for a lower effort to disengage and less inertia than a larger single plate unit. That all helps to make the ZR1 much more drivable in the real world.
From the assembly loop, the engines head over to the cold test and balancer stands. On the cold test stand, the engine is spun up electrically to check items like the compression, water pump, oil pump, etc. On the balance stand, the fuel line is connected for the first time and exhaust pipes are clamped onto the headers. The engine is fired up and run briefly on natural gas to check for vibrations caused by weight imbalances. If necessary, weights are added to the front crank damper and the flywheel to smooth things out.

Once the vibrations have been negated, the engines go through a final visual inspection before being loaded on racks and getting trucked south to Bowling Green for installation into new Corvettes.
We want to thank Mike Armstrong for his patience in answering our questions and guiding us through the build process at PBC. After seeing how the LS3, LS7 and LS9 are built at the Wixom Performance Build Center, we have even more respect for these high-end Corvettes. Going into the 2010 American Le Mans Series, the GT2 Corvette C6.R will be switching from its current 6.0-liter V8 to a new 5.5-liter unit based on the next generation small block. Last summer Corvette Racing manager Doug Fehan revealed that these new GT2 engines would be built in Wixom right alongside the road going engines, a major coup for the staff there. Congratulations to them and keep up the great work.
Photos Copyright ©2009 Sam Abuelsamid / Weblogs, Inc.

Sign in to post
Please sign in to leave a comment.
Continue